
Machine vision is a branch of computer science and engineering that empowers machines with the ability to interpret and understand visual information from the world, much like human vision. It combines hardware and software technologies to enable automated systems to process and analyze images and videos. The field of machine vision has revolutionized numerous industries, including manufacturing, healthcare, automotive, and agriculture, by enhancing automation, quality control, and data analysis. This article explores the fundamentals of machine vision, its applications, benefits, challenges, and future trends.

Understanding Machine Vision
Machine vision integrates various components to mimic human visual perception and decision-making. Key elements of machine vision systems include:
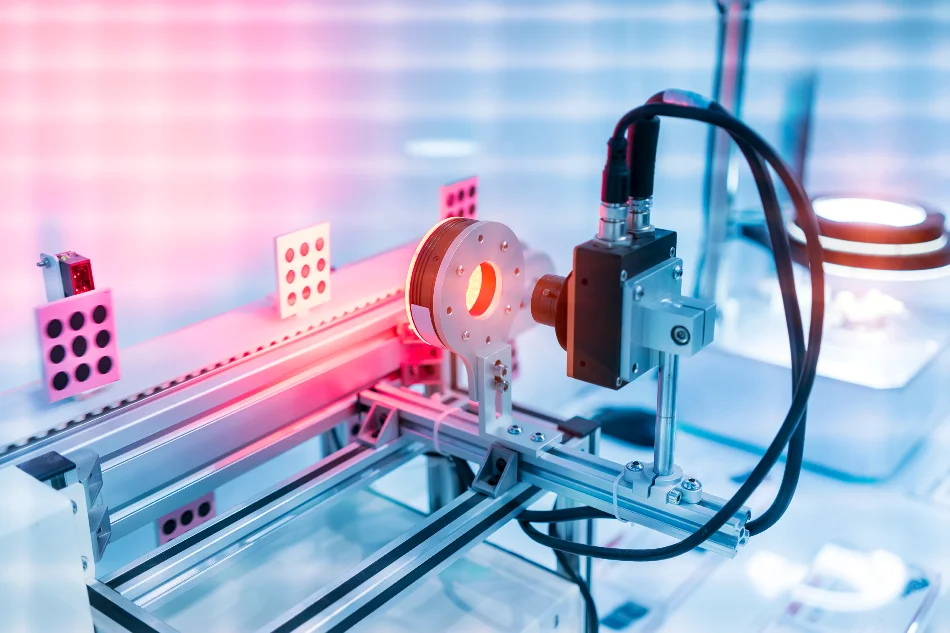
- Imaging Sensors:
- Definition: Imaging sensors, such as cameras and light sensors, capture visual data. These sensors can be based on different technologies, including CCD (Charge-Coupled Device) and CMOS (Complementary Metal-Oxide-Semiconductor).
- Applications: High-resolution cameras are used for detailed image capture, while specialized sensors can capture specific wavelengths or depths.
- Image Processing:
- Definition: Image processing involves converting raw visual data into a format that can be analyzed by computers. Techniques include filtering, edge detection, and image enhancement.
- Applications: Algorithms process images to identify features, detect patterns, and improve image quality.
- Computer Vision Algorithms:
- Definition: Computer vision algorithms analyze processed images to extract meaningful information. These algorithms include object recognition, image segmentation, and feature extraction.
- Applications: Algorithms enable machines to identify objects, track movements, and make decisions based on visual input.
- Machine Learning and AI:
- Definition: Machine learning and artificial intelligence enhance machine vision by training models to recognize patterns and make predictions based on visual data.
- Applications: Deep learning models, such as convolutional neural networks (CNNs), are used for complex image classification and object detection tasks.
- Integration and Control Systems:
- Definition: Integration and control systems coordinate the machine vision components and interface with other automation systems.
- Applications: These systems manage the interaction between sensors, processors, and actuators, enabling seamless automation and decision-making.
Applications of Machine Vision
- Manufacturing and Quality Control:
- Inspection and Sorting: Machine vision systems are used for inspecting products on production lines to detect defects, ensure quality, and sort items based on criteria.
- Automated Assembly: Machine vision assists in guiding robotic arms and automation systems during assembly processes, ensuring precise placement and alignment.
- Healthcare and Medical Imaging:
- Diagnostic Imaging: Machine vision plays a critical role in medical imaging technologies, such as MRI, CT scans, and X-rays, enabling accurate diagnosis and treatment planning.
- Surgical Assistance: Advanced machine vision systems assist surgeons with real-time imaging and navigation during minimally invasive procedures.
- Automotive Industry:
- Driver Assistance Systems: Machine vision is integral to advanced driver assistance systems (ADAS), such as lane-keeping assistance, adaptive cruise control, and collision avoidance.
- Autonomous Vehicles: Autonomous vehicles rely on machine vision to perceive and interpret their surroundings, including road signs, obstacles, and other vehicles.
- Agriculture and Farming:
- Crop Monitoring: Machine vision systems monitor crop health, detect pests, and assess growth conditions, enabling precision agriculture and targeted interventions.
- Harvesting Automation: Vision-guided robots are used for automated harvesting, sorting, and packing of fruits and vegetables.
- Retail and Security:
- Surveillance: Machine vision is employed in security systems for surveillance, facial recognition, and anomaly detection in public and private spaces.
- Inventory Management: Retailers use machine vision for tracking inventory levels, managing stock, and optimizing store layouts.
- Logistics and Supply Chain:
- Package Sorting: Machine vision systems are used for automated package sorting, barcode reading, and tracking within logistics and supply chain operations.
- Warehouse Automation: Vision-guided robots and automated systems streamline warehouse operations, including item retrieval and order fulfillment.

Benefits of Machine Vision
- Increased Accuracy and Precision:
- Error Reduction: Machine vision systems provide high accuracy in detecting defects and anomalies, reducing the likelihood of human error in quality control processes.
- Enhanced Precision: Automated systems achieve precise measurements and alignment, improving overall production quality and consistency.
- Enhanced Efficiency and Productivity:
- Faster Processing: Machine vision systems process images and data quickly, enabling rapid inspection, sorting, and decision-making.
- 24/7 Operation: Automated vision systems can operate continuously without fatigue, increasing production throughput and reducing downtime.
- Improved Safety:
- Hazard Detection: Machine vision systems can identify safety hazards and unsafe conditions in industrial environments, enhancing worker safety and reducing accidents.
- Automated Surveillance: In security applications, machine vision provides real-time monitoring and alerts for potential threats or unauthorized activities.
- Cost Savings:
- Reduced Labor Costs: Automation of visual inspection and analysis reduces the need for manual labor, leading to cost savings in labor and operational expenses.
- Minimized Waste: Accurate defect detection and sorting help reduce material waste and rework costs.
- Enhanced Data Collection and Analysis:
- Insight Generation: Machine vision systems provide valuable data and insights into production processes, quality metrics, and operational efficiency.
- Decision Support: Advanced analytics and reporting tools support data-driven decision-making and continuous improvement.
Challenges and Considerations
- Complexity of Implementation:
- Integration Challenges: Integrating machine vision systems with existing automation infrastructure and workflows can be complex and require careful planning.
- Customization Needs: Tailoring machine vision systems to specific applications and environments may involve significant customization and development efforts.
- Cost of Technology:
- Initial Investment: The cost of machine vision systems, including cameras, sensors, and software, can be substantial, particularly for high-resolution or specialized applications.
- Maintenance and Upgrades: Ongoing maintenance, calibration, and upgrades may incur additional costs and require technical expertise.
- Data Privacy and Security:
- Sensitive Information: Machine vision systems used in security and surveillance may raise concerns about data privacy and the protection of sensitive information.
- Cybersecurity Risks: Ensuring the security of machine vision systems and protecting them from cyber threats is essential for safeguarding data and operations.
- Technical Limitations:
- Image Quality: Variations in lighting conditions, image resolution, and camera quality can impact the accuracy and reliability of machine vision systems.
- Algorithm Performance: The performance of computer vision algorithms depends on the quality of training data and may require ongoing refinement and optimization.
- Ethical Considerations:
- Surveillance Concerns: The use of machine vision in surveillance and public spaces raises ethical questions about privacy, consent, and the potential for misuse.
- Bias and Fairness: Ensuring that machine vision algorithms are fair and unbiased is critical for avoiding discriminatory outcomes and ensuring equitable treatment.
Future Trends and Developments
- Advancements in AI and Machine Learning:
- Deep Learning: Continued advancements in deep learning and neural networks will enhance the capabilities of machine vision systems, enabling more accurate and complex visual analysis.
- Autonomous Learning: Future systems may incorporate autonomous learning techniques, allowing machine vision to adapt and improve based on real-world data and experiences.
- Integration with Augmented Reality (AR) and Virtual Reality (VR):
- Enhanced Interaction: Integration with AR and VR technologies will enable immersive and interactive experiences, including real-time object recognition and overlay of visual information.
- Training and Simulation: Machine vision will support training and simulation applications, providing realistic visual feedback and analysis for various industries.
- Miniaturization and Wearable Technology:
- Compact Systems: Advances in miniaturization will lead to smaller, more portable machine vision systems that can be integrated into wearable devices and personal gadgets.
- Wearable Applications: Wearable machine vision systems will support applications in healthcare, fitness, and augmented reality, enhancing user experiences and capabilities.
- Improved Integration and Interoperability:
- Seamless Integration: Future machine vision systems will focus on improving integration with other technologies, including robotics, IoT, and cloud computing, for enhanced functionality and interoperability.
- Standardization: Efforts towards standardization and interoperability will facilitate easier adoption and integration of machine vision technologies across different industries and applications.
- Ethical and Responsible Use:
- Ethical Frameworks: Developing ethical frameworks and guidelines for the responsible use of machine vision technologies will address privacy concerns, data security, and fairness.
- Transparency and Accountability: Ensuring transparency and accountability in the development and deployment of machine vision systems will build trust and address societal concerns.
Conclusion
Machine vision is a transformative technology that has significantly advanced automation, quality control, and data analysis across various industries. By replicating human visual perception and decision-making, machine vision systems enhance accuracy, efficiency, and productivity while offering valuable insights and capabilities. As technology continues to evolve, the integration of AI, advancements in imaging sensors, and innovations in machine learning will drive the future of machine vision. Addressing challenges related to cost, privacy, and technical limitations, along with embracing ethical considerations, will be crucial for realizing the full potential of machine vision and its impact on the future of automation and intelligent systems.